
Bagged food packaging machinery is primarily divided into two categories. The first is the form-fill-seal (FFS) machines that utilize roll stock materials (such as polyethylene film, composite plastic film, etc.) to form bags, fill them with quantified powdered, granular, or liquid materials, and then optionally perform degassing (including re-inflation) operations before sealing and cutting. The second category includes premade pouch sealing equipment, which only completes the filling, degassing (can be re-inflated), and sealing or solely the sealing process for bagged food.
Heat Sealing Methods for Plastic Films
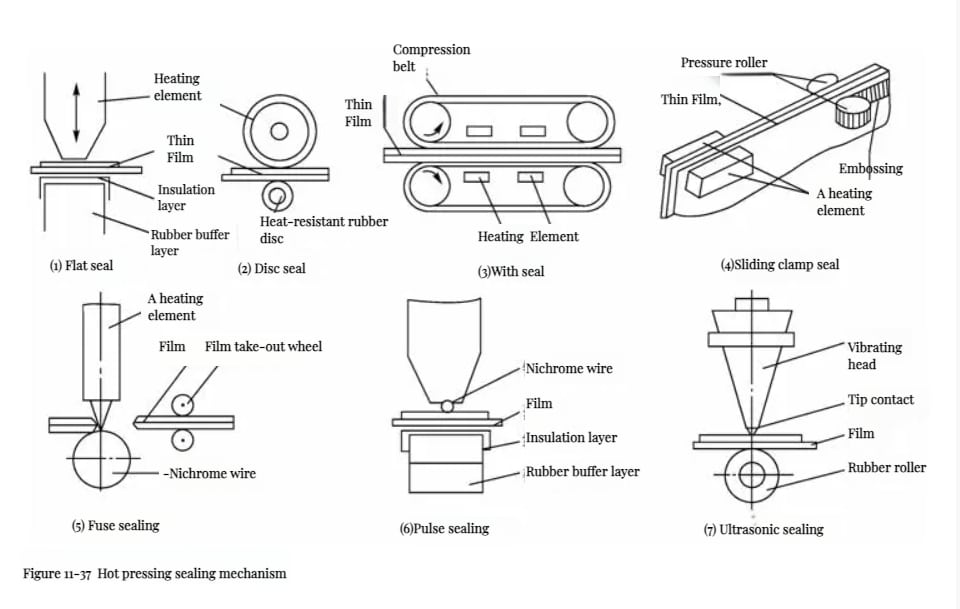
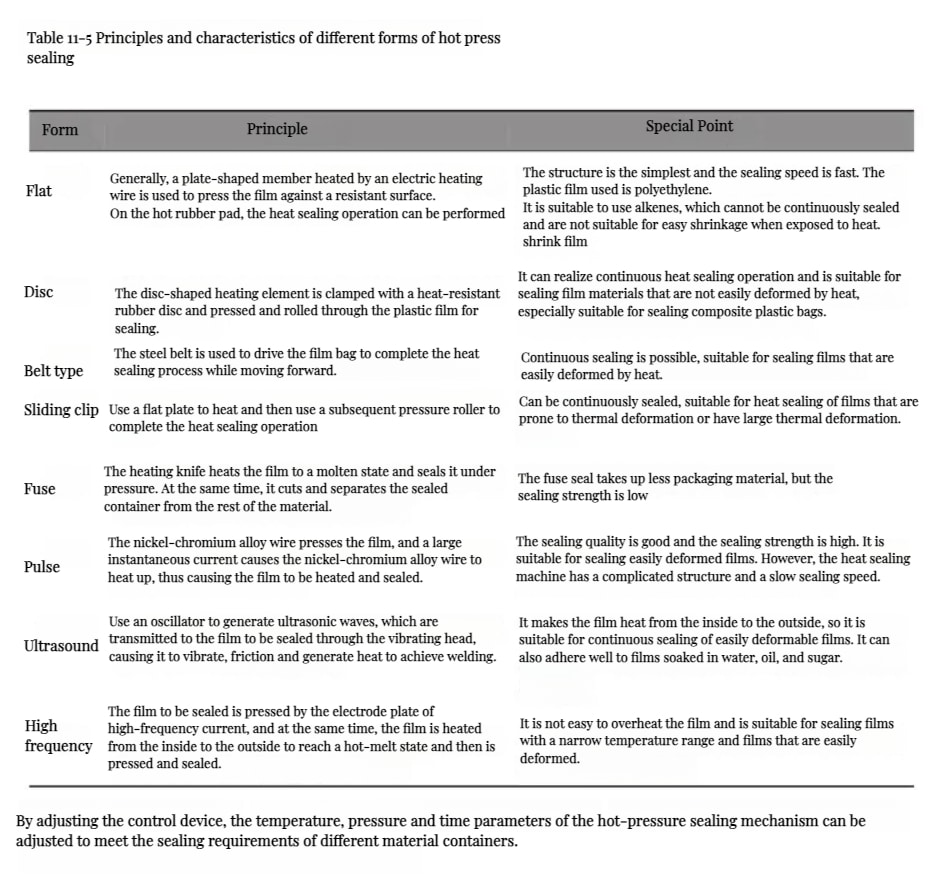
Both FFS machines and premade pouch sealing machines require heat sealing mechanisms to thermally seal the packaging materials. As shown in figure 11-37, common heat sealing methods include flat plate, roller, belt, sliding clamp, and melting cut mechanisms. The principles and characteristics of different heat sealing methods are listed in table 11-5. By adjusting the control devices, it’s possible to regulate the temperature, pressure, and timing parameters affecting the heat sealing mechanism to meet the sealing requirements of different material containers.
Form-Fill-Seal Packaging Machines
Automatic form-fill-seal packaging machines use reel-fed packaging materials to automatically perform all packaging operations such as bag forming, filling, sealing, and cutting on the machine. This method is suitable for packaging powdered, granular, block, fluid, and colloidal materials, especially for small food items, granulated drinks, and instant food packaging. The materiales de envasado can be plastic films or composite films. Depending on the machine model, bags can be made from a single film roll or two film rolls, with the former being more common.
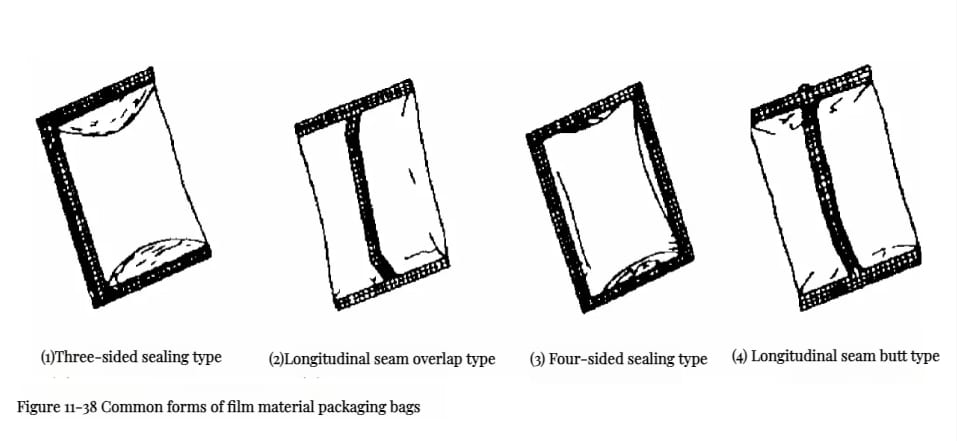
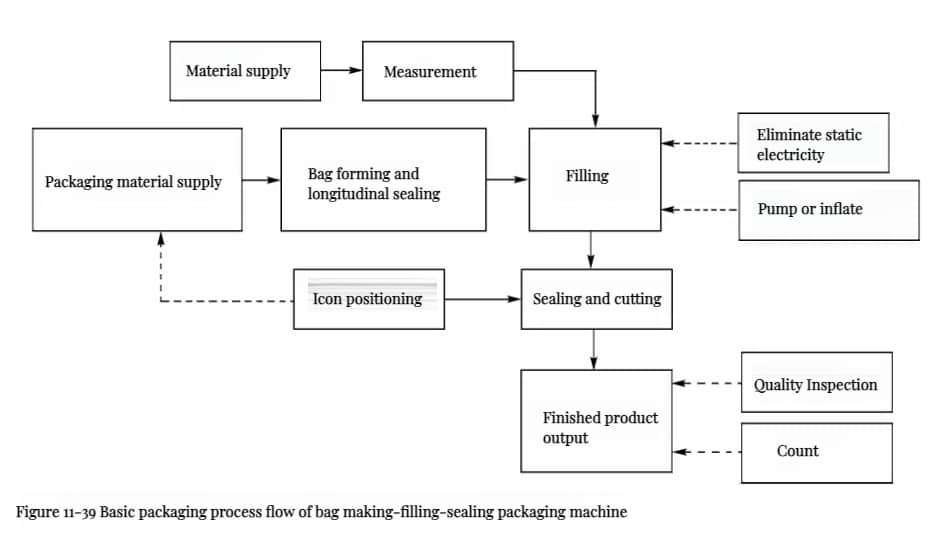
Estos packaging machines can produce bags of various types, the most common being center-seam back seal, four-side seal, and three-side seal (as shown in figure 11-38). The structure of the packaging machine varies with the type of bag, but the main components and operating principles are fundamentally similar. The packaging process typically used by a form-fill-seal packaging machine is illustrated in figure 11-39. Naturally, depending on the machine model, the proceso de envasado and its structure might differ slightly, but the packaging principles largely remain the same.
Form-fill-seal máquinas de envasado come in a wide variety, categorized into vertical and horizontal layouts based on the overall design; and into continuous and intermittent types based on the bag-making motion.
Composition and Structure of Form-Fill-Seal Packaging Machines
Form-fill-seal packaging machines are available in various models to suit different materials and bag specifications, but their compositions are fundamentally similar. For example, a typical vertical continuous form-fill-seal packaging machine, as shown in figure 11-40, mainly consists of a drive system, film feeding device, bag forming and sealing device, material feeding device, and electronic control detection system. The power and transmission devices installed in the machine cabinet drive and transmit power to the vertical sealing rollers, cross-sealing rollers, and volumetric feeders. The reel-fed film on the unwind stand can rotate smoothly and freely. Under the traction force, the film unfolds and is guided out through a set of guide rollers. The guide rollers tension and straighten the film, as well as correct its alignment, ensuring that the film is accurately and smoothly fed.
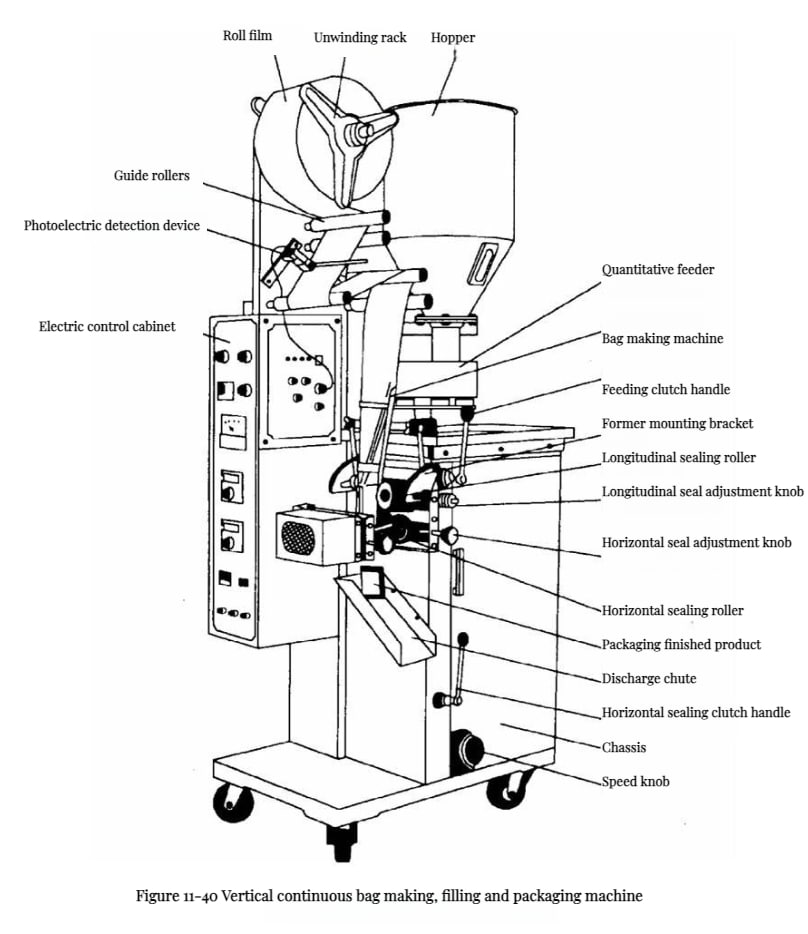
The bag forming and sealing device mainly consists of a bag former, vertical, and horizontal sealing mechanisms. Different combinations of these three can produce bags of different shapes and sealed edges, thus, often serving as the basis for distinguishing between different types of packaging machines.
The material feeding device is a volumetric feeder. For powdered and granular materials, adjustable volumetric cups are primarily used for dosing. The volumetric feeder shown in the diagram is a rotary disc structure, where the material flows from the hopper into the feeder, is measured by several volumetric cups distributed around the circumference, and is automatically filled into the formed film tube.
The electronic control detection system is the central system of the packaging machine. On the electrical control panel of this machine, it’s possible to set parameters such as vertical sealing temperature, cross-sealing temperature, and data for color mark detection on printed films, which plays a crucial role in controlling packaging calidad.
Principles of Forming, Filling, and Sealing
-
Horizontal Forming, Filling, and Sealing Principle
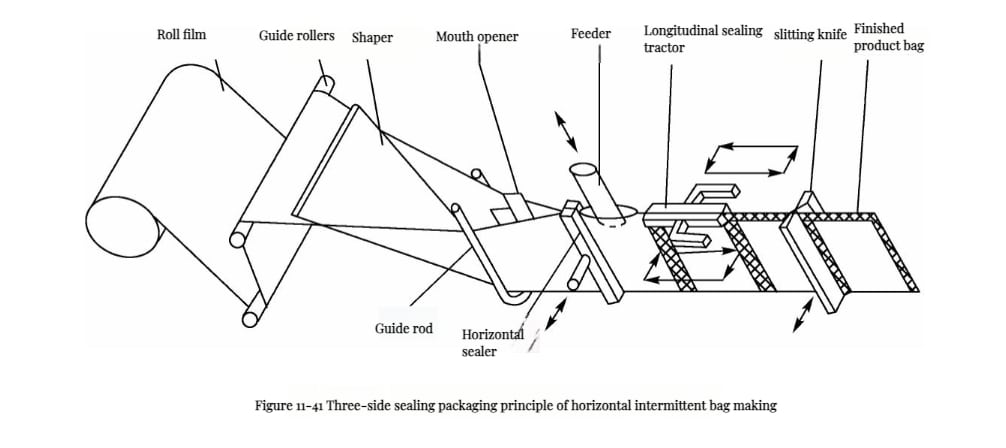
a. Packaging principle of three-side seal bags: As illustrated in figure 11-41, reel-fed plastic film is introduced into the former, where it’s shaped into a U-form by the former and guide rods, and opened by a spreader. When the filler moves down to the filling position, the cross sealer closes, simultaneously filling the material; then, the cross sealer and filler reset. Subsequently, the vertical sealer closes to heat seal and pull the film forward by one bag length; finally, the cutting knife cuts off the packaged bag.
b. Packaging principle of horizontal pillow bags: Figure 11-42 shows the working principle of a horizontal pillow-type packaging machine. This machine integrates automatic wrapping, sealing, and cutting into one continuous operation, making it a highly efficient packaging machine widely used for the automatic packaging of biscuits, instant noodles, etc. The material de envasado, whether plastic or composite material, is fed from a roll through pulling rollers and guided into the former. Under the action of the former, the film naturally forms a roll wrap. Meanwhile, the items to be packaged are fed into the space of the roll wrap by the feeding conveyor chain. The rolled film moves forward under the traction wheel and is sealed along the middle seam by the center sealing wheel. The packaged items move synchronously with the film. The final product is sealed and cut by the cross sealing roller knife, becoming the packaged product, which is then output by the discharge conveyor. Because of its pillow shape, this packaging method is referred to as pillow wrapping or center seam packaging.
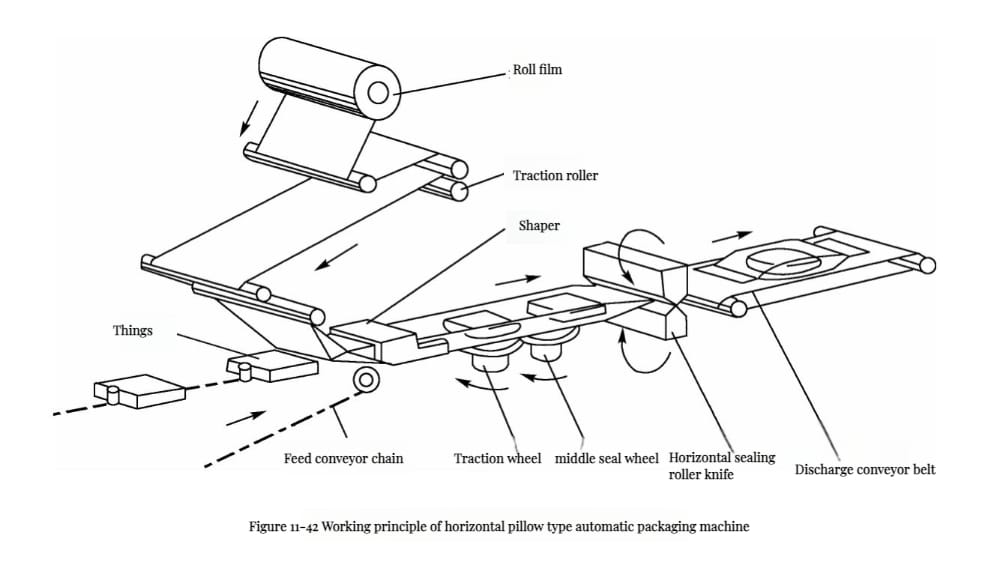
When using colored mark tape packaging, it’s necessary to adjust the paper length in real-time, hence the need for an optoelectronic detection control system to accurately position the mark.
-
Vertical Forming, Filling, and Sealing Principle
a. Intermittent bag forming center seam sealing principle: The principle of this setup is depicted in figure 11-43. Reel-fed plastic film is led into the former by guide rollers, forming a center seam overlapped cylindrical shape through the action of the former, filler tube, and forming cylinder. The role of the filler tube is twofold: acting as a bag-forming tube externally and as a feeding tube internally.
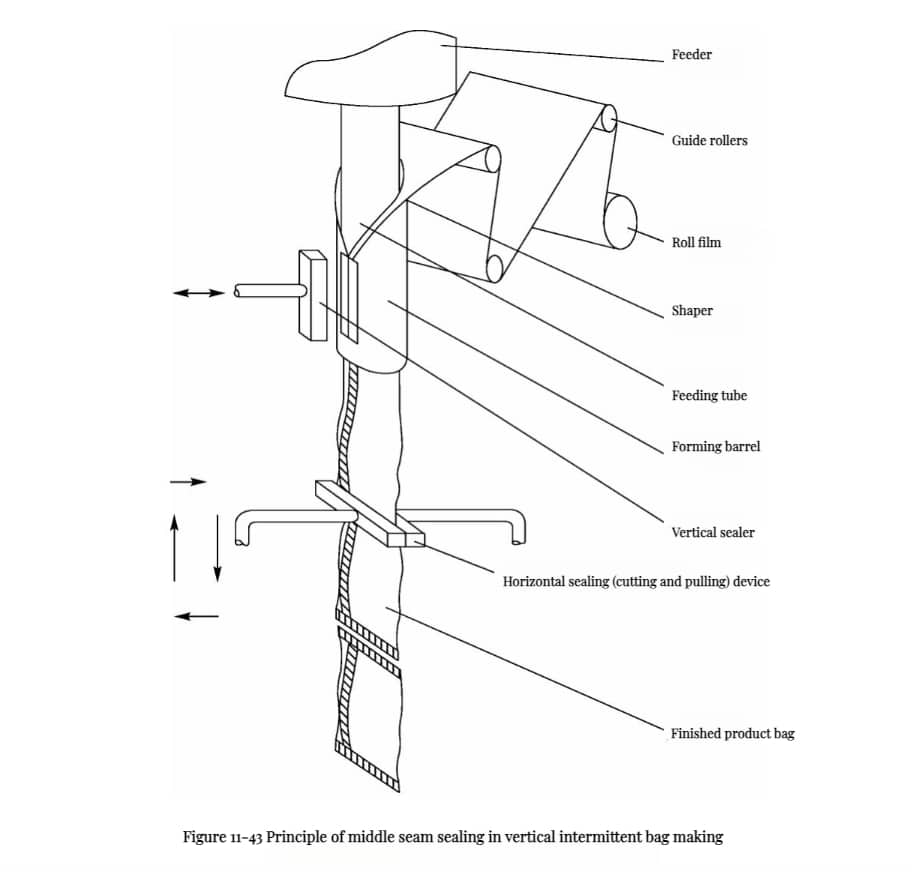
When sealing, the vertical sealer presses vertically against the overlapped film on the outer wall of the filler tube, heating to form a solid vertical seal. Afterward, the vertical sealer retracts to its original position, and the horizontal sealer closes to seal the film crosswise, pulling it down by the length of one bag and then sealing and cutting at the final position.
Thus, each cross sealing can simultaneously complete the sealing of the lower opening of the upper bag and the upper opening of the lower bag. The filling of materials is accomplished while the film is being pulled down.
b. Junta cuádruple bag forming principle: This type of packaging machine can produce quad seal bags, either using double reel film for bag making or a single reel film. When using double reel film for bag making, the left and right film reels are symmetrically arranged, led by their respective guide rollers to the longitudinal sealing roller, where they converge at the guide tube. As the film is pulled, its edges are sealed, forming two longitudinal seal seams. After the cross sealing roller closes, the material is introduced by the filler, followed by cross sealing and cutting, separating the upper and lower packaging bags.
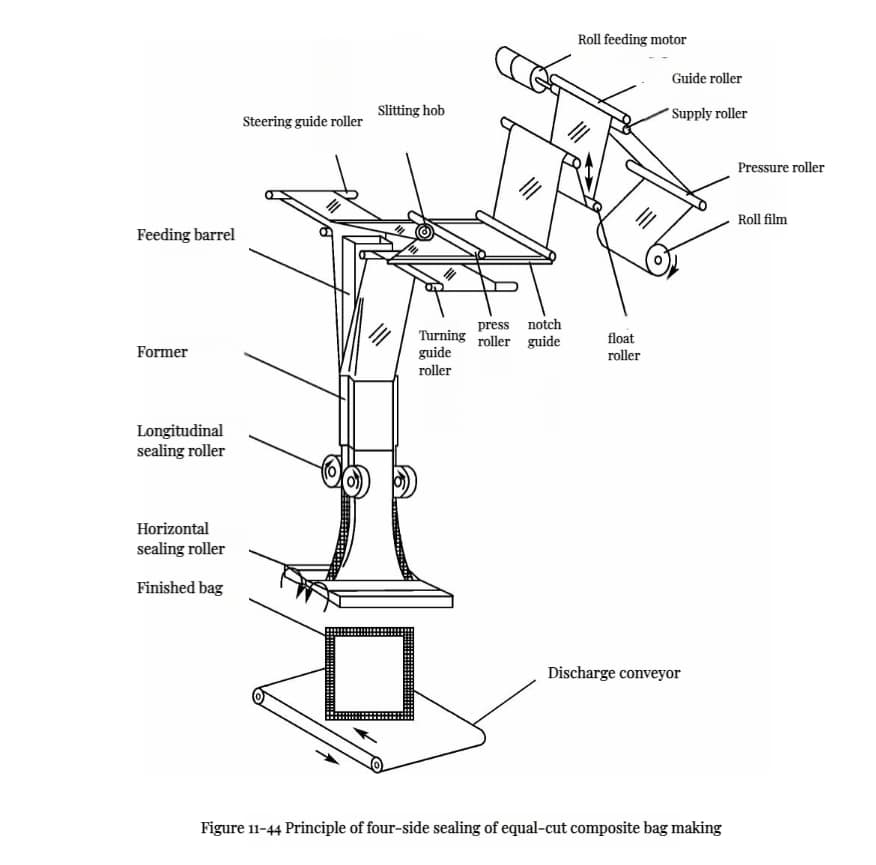
The single reel film quad seal bag making machine (as shown in figure 11-44) uses only one reel of film for bag making. The bag making process involves initially splitting the film in the center and then combining the two halves.
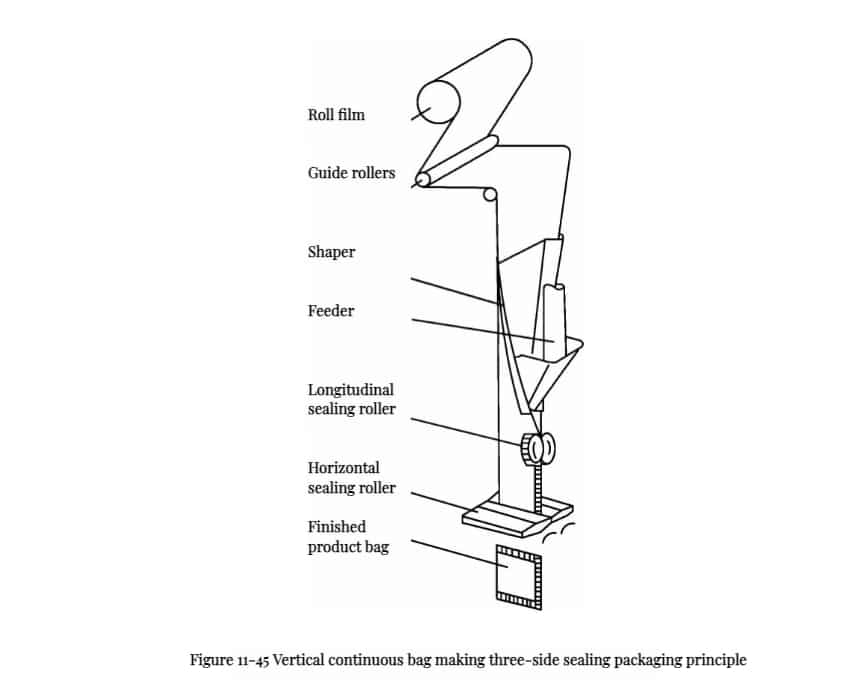
c. Single reel film three-side seal bag making principle: This packaging uses a single reel of film for bag making. There are two types of bags. One type involves longitudinal sealing on the side of the former to form a three-side bag (as shown in figure 11-45). For aesthetic reasons, an additional pair of longitudinal sealing rollers can be added to the longitudinally folded other side of the bag for what’s called “fake sealing,” resulting in a quad-seal bag.
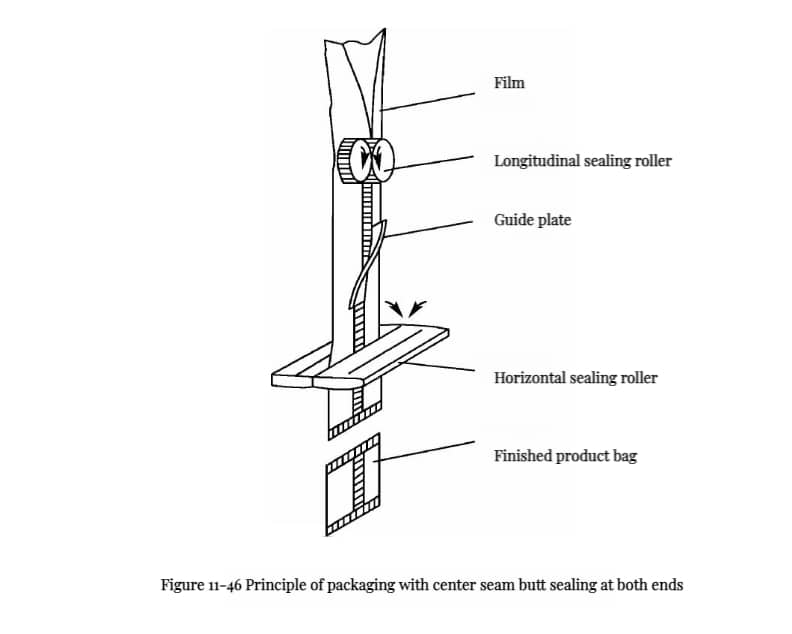
The other type of three-side sealed bag commonly referred to as “pillow packaging,” is illustrated in figure 11-46. The packaging film is pulled and sealed longitudinally by the longitudinal sealing roller after passing through the former, then guided through a guide plate and sealed and cut by the cross-sealing roller arranged perpendicularly to the longitudinal seal, forming a center seam folded bag with both ends sealed.
Premade pouch sealing machines
Premade pouch sealing machines are used to seal filled premade plastic pouches. Common sealing machinery includes standard sealing máquinas, vacuum packaging machines, and vacuum inflation packaging machines. The standard sealing machine, primarily consisting of a heat sealing device with a simple structure, will not be further discussed here.
Generally, vacuum packaging máquinas can also perform inflation packaging. That is, vacuum and inflation can generally be completed on the same machine. Vacuum inflation packaging can be divided into intermittent and continuous packaging types.
Intermittent Vacuum Inflation Packaging Machines
Vacuum inflation packaging machines use composite film bags, and after filling the items, they are arranged by the operator on the vacuum chamber’s heat seal bar, then covered to automatically vacuum and inflate seal. The size of the packaging bags can be changed within the range of the vacuum chamber, the number of bags processed each time can vary, and it’s suitable for solids, granules, semi-fluids, and liquids. Due to its convenient, flexible, and practical operation, it is widely used in food production factories.
Types of Intermittent Vacuum Inflation Packaging Machines
Common types of intermittent vacuum inflation packaging machines are illustrated in figure 11-47, including tabletop, double-chamber, single-chamber, and inclined types. Double-chamber machines can be further divided into single-lid and double-lid types. The minimum absolute pressure of vacuum máquinas de envasado is 1~2kPa, and the machine’s capacity depends on the number and length of the heat seal bars and the operation time, with 2~4 operations per minute.
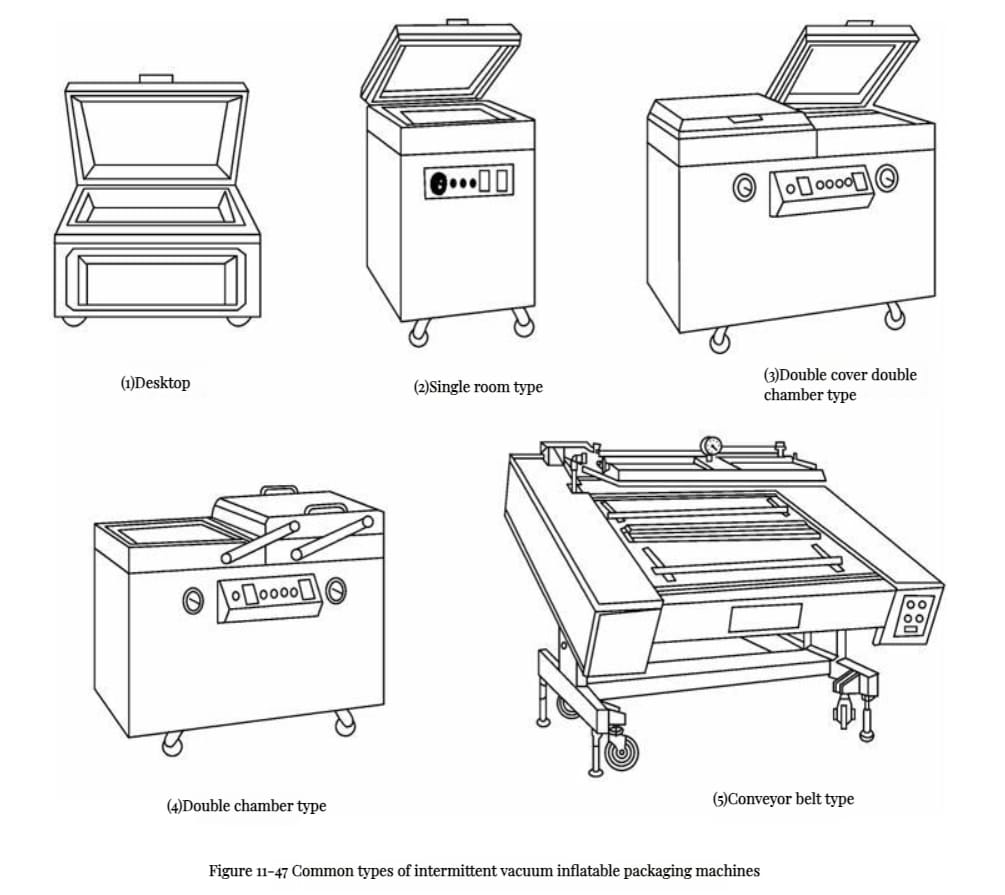
Tabletop and single-chamber machines generally have only one heat seal bar with limited length, thus having a smaller production capacity, often used in laboratories and small batch production. Double-chamber vacuum inflation máquinas de envasado share a set of vacuum inflation devices between two chambers, hence having higher production efficiency than tabletop and single-chamber machines.
Each chamber in a single-chamber sealing machine typically has only one heat seal bar, while each chamber in a double-chamber machine has two heat seal bars. Therefore, if the packaging bag’s length does not exceed half the distance between the two heat seal bars, the number of bags sealed per operation can be double that of a single-chamber machine. Additionally, while one chamber in a double-chamber sealing machine is vacuum sealing, the other chamber can be loaded or unloaded with packaging bags, thus improving the sealing operation efficiency.
Figures 11-47(1) to (4) show that the vacuum chamber’s bottom surface of the packaging machine is generally horizontal. This format is not conducive to placing products with a lot of soup before sealing in the vacuum chamber. Therefore, it’s necessary to timely and appropriately prop the sealing mouth of the packaging bag to be sealed above the vacuum chamber’s bottom plate at a certain level, otherwise, the soup inside the bag will flow out. Generally, this type of envasadora is not suitable for mass production of products with a lot of soup.
The conveyor belt type (also known as the inclined type) vacuum inflation packaging machine differs from the above-mentioned operation table type vacuum inflation packaging machine mainly in that it uses a conveyor belt to send the items to be sealed into the vacuum chamber; the chamber lid automatically closes and opens, greatly improving the degree of automation and production rate.
However, like the operation table type, it also requires manual placement of packaging bags and reasonable arrangement of packaging bags within the effective length of the heat seal bar to smoothly achieve vacuum or inflation sealing. Additionally, as shown in figure 11-47(5), the main plane of the conveyor belt type envasadora is inclined, which can prevent the soup from flowing out during sealing for products with a lot of soup.
Working Principle of Intermittent Vacuum Inflation Packaging Machines
The intermittent vacuum inflation envasadora (excluding the conveyor belt type vacuum inflation packaging machine with a conveyor system for packaging bags) mainly consists of the machine body, vacuum chamber, heat sealing device, chamber lid lifting mechanism, vacuum system, and electronic control equipment.
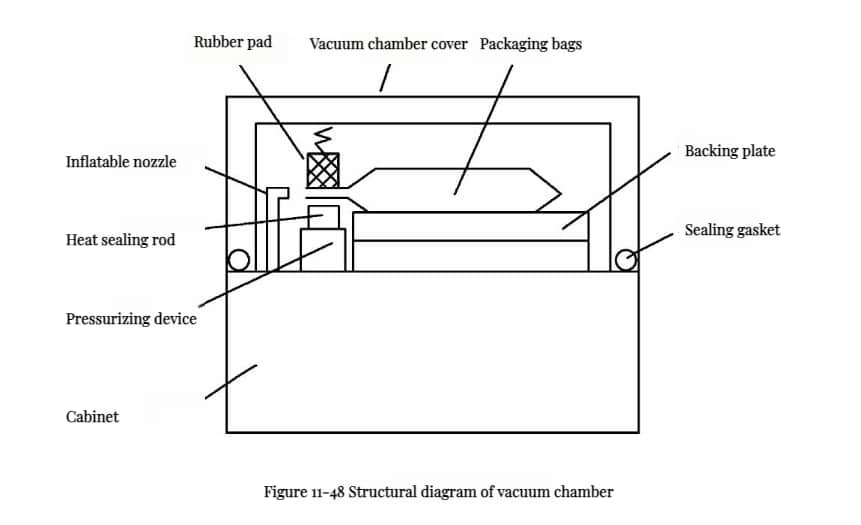
The vacuum chamber is a key part of the intermittent vacuum inflation envasadora, where the sealing operation is completed entirely. A typical vacuum chamber is shown in figure 11-48.
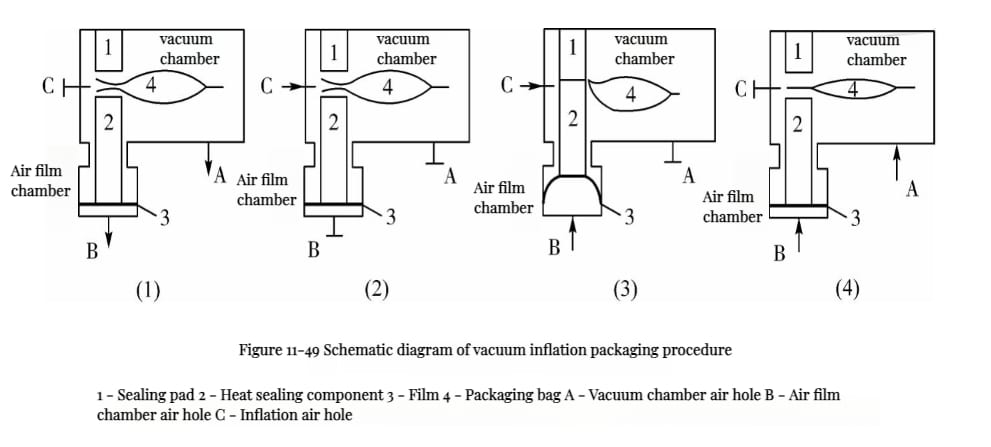
The vacuum inflation sealing principle can be explained with figure 11-49. The upper part of the air film chamber communicates with the vacuum chamber, with the heat sealing component 2 embedded in the air film chamber, positioned by the grooves on both sides of the upper part of the air film chamber, allowing for vertical movement.
After the packaging bag is filled with material, it’s placed in the vacuum chamber, laying its mouth flat on the heat sealing component 2. After covering, it can be seen that the bag mouth is between the heat sealing component 2 and the sealing pad 1. The packaging operation begins, and within the vacuum chamber, (1) vacuum pumping, (2) inflation, (3) heat sealing, and (4) venting steps complete a sealing operation cycle.
a. Vacuum Pumping: As shown in figure 11-49(1), the vacuum chamber is evacuated through air hole A, and simultaneously, the lower air film chamber is also evacuated through air hole B, achieving pressure balance between the lower air film chamber and the vacuum chamber, avoiding a pressure difference where the pressure in the lower air film chamber is higher than in the vacuum chamber, causing the film piece 3 to bulge, pushing the heat sealing component 2 upward to clamp the bag mouth, preventing the air inside the packaging bag from being pumped out. After evacuation, the vacuum should reach -0.097 to -0.0987MPa.
b. Inflation: As shown in figure 11-49(2), after vacuum pumping, A and B are closed, and air hole C is connected to the inert gas cylinder, inflating with gas. The inflation pressure is preferably 3~6kPa, and the amount of gas is controlled by a time relay. After inflation, the vacuum level in the vacuum chamber should be controlled at -0.097 to -0.094MPa.
It’s worth mentioning that if the packaging product to be sealed is a cooked pouch that will undergo heat sterilization later, there’s no need for inflation, so this step can be omitted, directly moving to the next heat sealing and cooling operation.
c. Heat Sealing and Cooling: As shown in figure 11-49(3), A and C are closed, B is opened and connected to the atmosphere. Due to the pressure difference between atmospheric pressure and the pressure inside the vacuum chamber, the rubber film piece 3 bulges, pushing the heat sealing component 2 upward, pressing the bag mouth under the sealing pad 1. At the same time B is vented, the heat sealing bar is electrified and heated, performing compression heat sealing on the bag mouth. After a certain time of heat sealing, the heat sealing bar is powered off for natural cooling, while the bag mouth continues to be pressed, forming a solid seal after cooling slightly.
d. Venting: As shown in figure 11-49(4), C is closed, A and B are simultaneously connected to the atmosphere, allowing air to fill the vacuum chamber, achieving pressure balance with the outside world, enabling the chamber lid to be opened smoothly and the packaged items to be removed, completing the packaging.
Rotary Vacuum Packaging Machine
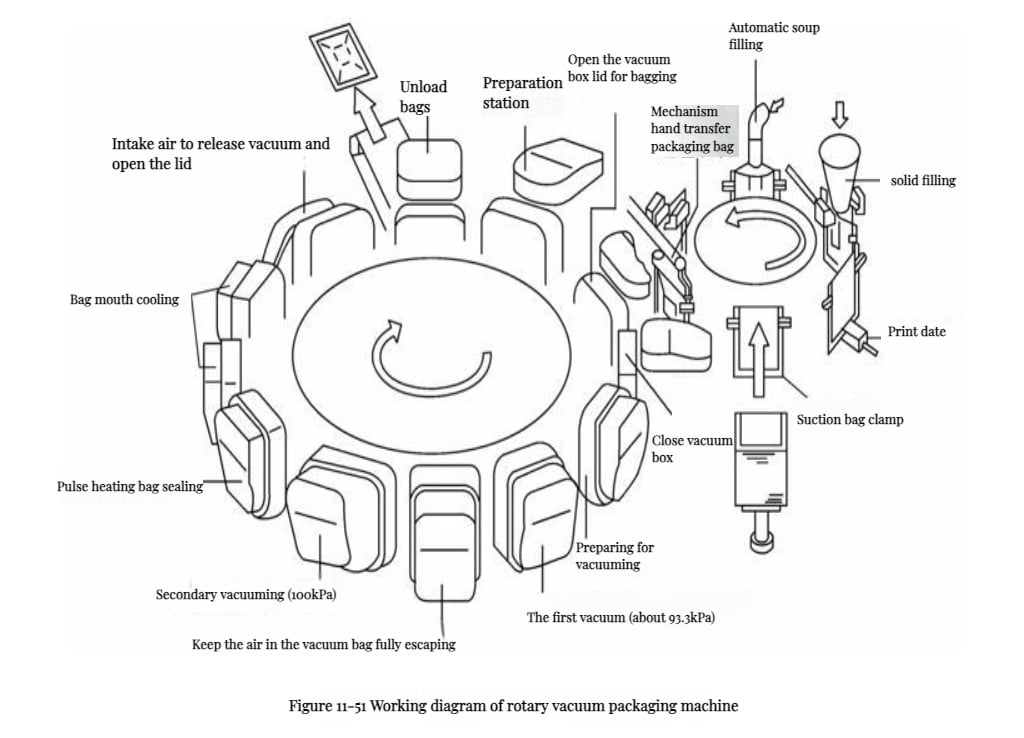
The appearance and working principle of a certain rotary vacuum packaging machine are shown in figures 11-50 and 11-51, respectively. The machine consists of a filling and vacuum pumping turntable, with a mechanical arm transferring the filled packaging bags from the filling turntable to the vacuum chamber of the vacuum pumping turntable.
The filling turntable has 6 stations, automatically completing bag supply, printing, bag opening, filling solid materials, and injecting soup in 5 actions; the vacuum pumping turntable has 12 individual vacuum chambers, each packaging bag completing vacuum pumping, heat sealing, cooling, and bag unloading along the turntable in a cycle. The production capacity of this machine reaches 40 bags/min. The solid filling station of the filling turntable should be matched with the appropriate dosing device, accepting pre-dosed solid materials.
Thermoforming Packaging Machinery
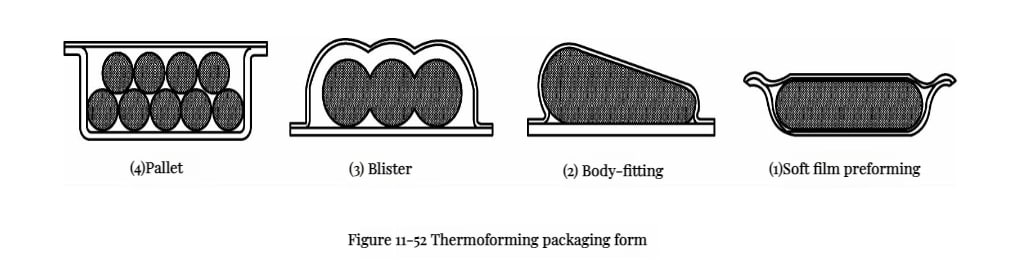
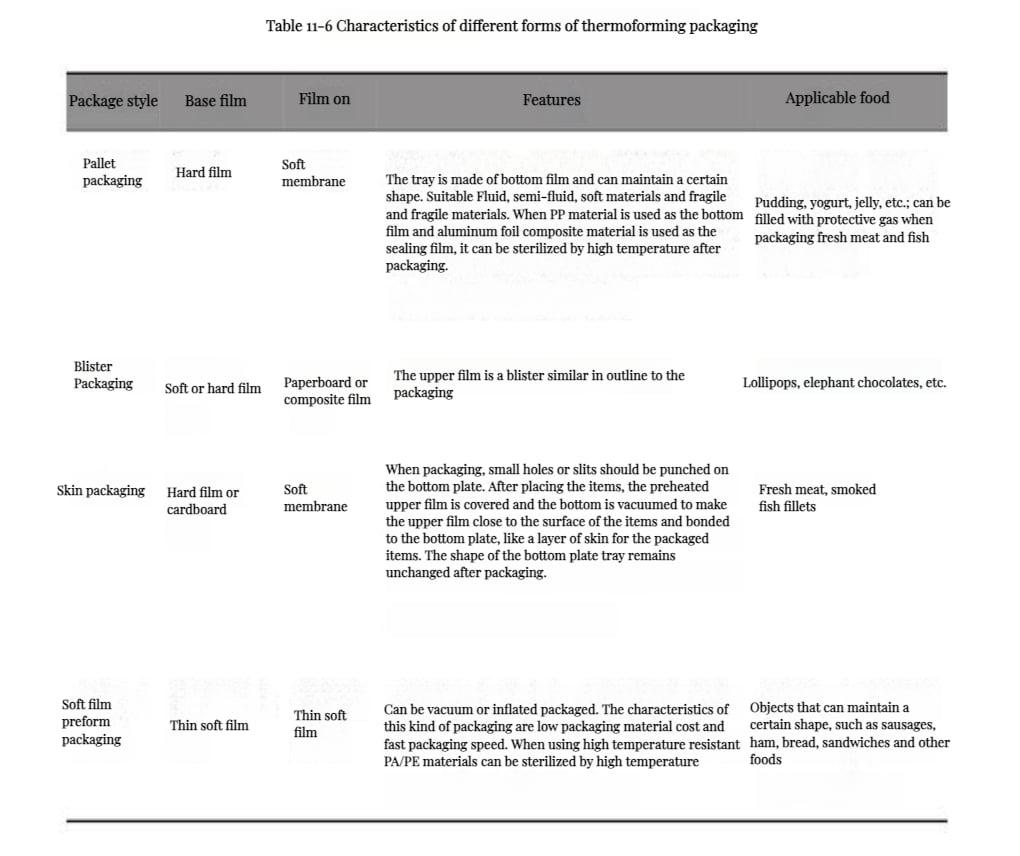
Thermoforming packaging refers to the use of thermoplastic sheet materials as raw materials to manufacture containers, which are then sealed with film or sheet material after filling. Thermoforming packaging comes in various forms, with common ones being tray packaging, blister packaging, skin packaging, and soft film preformed packaging, etc. Different thermoforming packaging forms are shown in figure 11-52. Table 11-6 presents the characteristics of different thermoforming packaging forms.
Thermoforming equipment is mature and comes in many types, including manual, semi-automatic, and fully automatic models. The thermoforming process mainly includes clamping the sheet material, heating, pressurizing and vacuuming, cooling, and demolding. However, thermoforming equipment is only for manufacturing packaging containers, requiring additional filling and sealing equipment to complete the entire packaging process.
Fully automatic thermoforming packaging machines can complete thermoforming, filling, and heat sealing on the same machine, mainly using reel-fed thermoplastic film, with bottom film forming and top film sealing. For food production and other manufacturers, there’s no need to pre-manufacture boxes or order packaging boxes from box manufacturers, integrating multiple processes together in one go. These machine models are powerful, widely applicable, and versatile in packaging forms (including the forms shown in figure 11-52), widely used in various food packaging.
Figure 11-53 shows the appearance of a fully automatic thermoforming packaging machine, consisting of several parts: film conveying system, upper and lower film guiding parts, bottom film preheating area, thermoforming area, filling area, heat sealing area, cutting area, and control system.
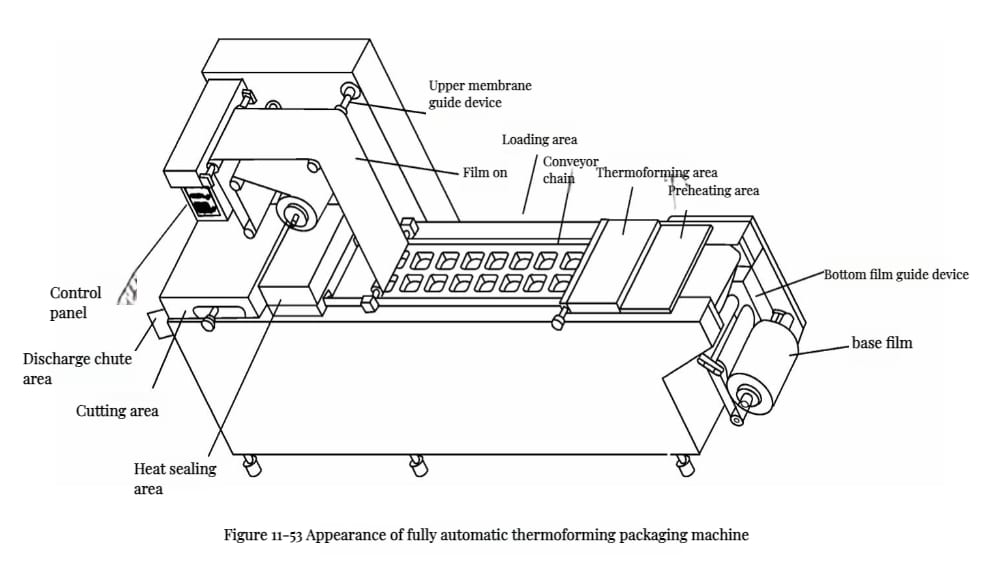
Figure 11-54 illustrates the packaging process flow of a fully automatic thermoforming packaging machine. The entire machine operates in a continuous stepping manner, with bottom reel film forming and top reel film sealing.
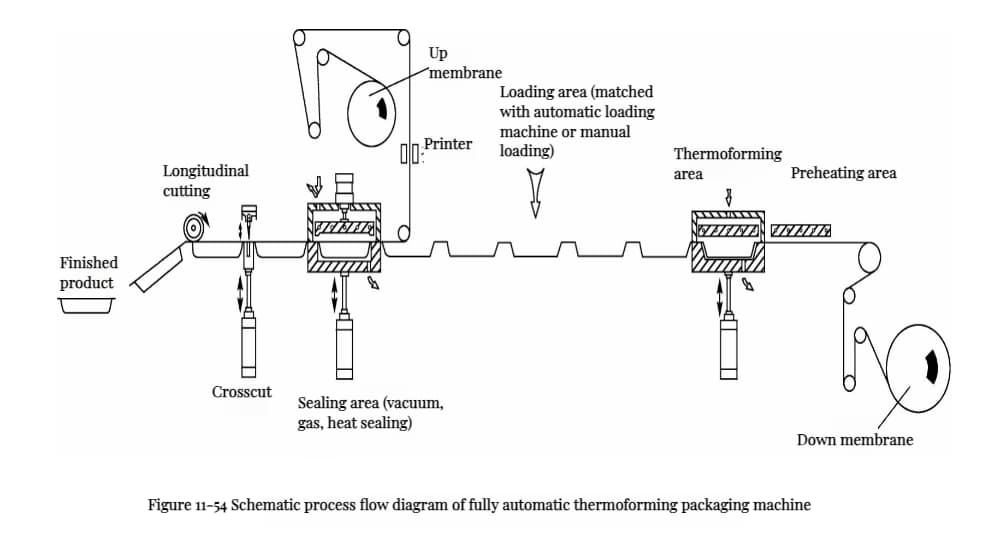
The entire packaging process is automatically completed by the machine, and according to requirements, filling can be done manually or mechanically. As seen in the process diagram, the bottom reel film is pulled at a fixed distance, passing through the preheating and heating areas, formed by air pressure, vacuum, or punching in the forming area, filled with materials in the filling area, then entering the heat sealing area.
In the heat sealing area, the top reel film covers the formed box through guide rollers, and if necessary, vacuuming or protective gas treatment is performed before heat press sealing. Finally, the package is shaped by cross cutting, longitudinal cutting, and corner trimming, forming individually beautiful packaged products. The trimmed edges can be collected and cleaned by suction storage barrels or winding devices.



0 comentarios